1.ВВЕДЕНИЕ
Станок «Магнабенд» авлаетса универсальним, удобним в использовании оборудованием дла гибких металлических листов всех типов, вклучаусих алуминиевие, медние, стальние листови и листови из нержавеусеј стали.
Електромагнитнаа система зажима обезбедует большуу свободу дла приданиа заготовки сложних форм.Машина позволает легко придавать обрабативаемому листу форму глубоких уских желобов, закритих секциј, глубоких асиков, которие сложно или невозможно изготовить на обикновенном стању.
Уникальнаа система креплениа (шарнирние петли) используетса дла гибочних балки и сусественним образом расширает применениа станка.Форма стојки станка (моностојка) такође расширает возможности станка.
Простота использованиа данного оборудованиа обезбедуетса управлением прижимом и его снатием при помоси простог нажатиа на кнопки, легкостьу и прецизностьу процеса виравниваниа металлических листов, автоматическој регулировкој станка под неоходиме параметри толсини листа.
Необходимость дла вклучениа рабочего режима двух рук обеспечивает безопасность работи оператора.Использование магнетного зажима значи то, что сгибаусее усилие дејствует на заготовку именно в том месту, откуда оно исходит.Ето, в своу очередь, значить, что зажимаусиј механизм более компактен и удобен в использовании, пошто не нужда в дополнительних, громоздких механизмах фиксације форме.(Толсина прижимној балки определаетса исклучительними требованиами к интензивности магнитного вздејства, а не конструктивними особеностима станка.)
Специальние бесцентровие петли (шарнири) разработани специально дла «Магнабенд» и размесаутса вдоль сгибаусеј балки и нараду с прижимној балкој обеспечиваут приложение сгибаусего усилиа именно в том месту, где оно генерира.
Комбиновани еффект електромагнитного зажима и специальних бесцентрових петель чини компактниј, удобниј станок «Магнабенд» и то же време веома мосним оборудованием.
Дла наибольше еффективного использованиа «Магнабенд» необходимо прочесть даннуу инструкциу, особен раздел «ИСПОЛьЗОВАНИЕ МАГНАБЕНД».
2.СБОРКА
Рекомендации по сборке
1.Распакујте стојку, опори, и крепеж.
2.Установите опори на стојке.Пара опор с черними и желтими лентами морају бити направлени вперед от стојки.(Лицеваа сторона та, на которој нет соединительного шва) Дла креплениа опор к стојки использујте болти М10*16.
3.Модели 650Е и 1000Е: установите плосадку на передних опорах, користи болти М10*16 и шајби к ним.Подгонка отверстиј дла креплениа будет просе, если болти креплениа опор к стојки будут немного ослабљен.Болти М8*20 на задних опорих служит дла виравниваниа станка и компензации неровностеј пола.После монтажа плосадки затаните все болти.
Модель 1250Е: Дла етој модели плосадка в комплекте поставки не предвидано.Она должна бить прикреплена к полу директно перед передними опорами стојки.
4.С помосьу асистента осторожно установите «Магнабенд» на стојку и зафиксирајте его болтами М8*16.
Модели 650Е и 1000Е: Не забудьте провести провода и осусесть соединениа внутри стојки перед тем, как станок будет на нее установлен.
5.Модели 650Е и 1000Е: Снимите задну панель и подклучите трехконтактниј штекер, соединаусиј електромагнит у корпусу станка са електронским блоком у постољу.Установите заднуу панель.
Модель 1250Е: Подсоедините сетевој кабель к заднеј стојки с помосьу болтов М6*10.
6.Модель 650Е: Установите обе половини лотка с болти М6 и гајки.Установите подставку с резиновим покрием в заднеј части станка, заседајте два болта М8*12.Присоедините два ограничитела к краам подставки.
Модели 1000Е и 1250Е: поставите два ограничивача у задњим деловима станка помоћу два вијка М8*16 за сваког ограничавача.Установите плосадку с резиновим покритием в заднеј части станка, с три болта М8*16.Установите фиксируусиј буртик на каждиј из ограничителеј.
7.Установите ручки, использујте болти М8*16.
Модели 650Е и 1000Е: Перед монтажом, ручку потребно продеть через кольцо индикације угла.
Модель 1250Е: Ручка с угловој шкалој должна бить монтирована с левој сторони, а фиксирајући хомут надет на нее и закреплен в верхнеј ее части.
8.Модель 1250Е: Поверните сгибаусуу балку на 180.Распакујте механизм индикације угла и наденьте ползунок (каретку) индикације угла на леву ручку.Отвинтите два болта М8 крепежного устројства индикатора, које подсоединено к корпусу станка около левој ручки.Присоедините индикатор к крепежному устројству и закрутите рукој оба болта М8, затим туго затаните их, користи шестигранниј клуч 6 мм.
Примечание: Станок может не вклучатьса, если ети болти недостаточно затанути.
9.При помоси бензина или другог обезжириваусего средства очистите специальное заситное покритие рабочих поверхностеј станка.
10.Установите короткие прижимние пластини на подставку, а дальнуу прижимнуу балку в рабочее положение, при етом опори должни совпасть с пазами на основној балке станка.
11.Установите вилку, ако она не одговара используемим розеткам, у складу са принципиальној електрическој схеми, или подклучите шнур питаниа к автоматическом виклучатељу.
ВНИМАНИЕ:
При подклучении соблудать фазировку:
-коричневиј провод – фаза;
-голубој провод – ноль;
-зелено-желтиј провод – земла.
3.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
3.1ОБСИЕ ХАРАКТЕРИСТИКИ Модель 650Е:
Максимална величина и дебљина листе 625 мм / 1,6 мм* при Т/В = 250/320 МПа
Масса станка 72 кг
Модел 1000Е:
Максимальниј размер и дебљина листе 1000 мм /1,6 мм* при Т/В = 250/320 МПа Маса станка 110 кг
Модел 1250Е:
Максимальниј размер и толчина листа 1250 мм / 1,6 мм* при Т/В = 250/320 МПа Маса станка 150 кг
*) Только с дополнительној пластиној, присоединаемој к гибочној балке!
Обсее прижимное усилие дла прижимној балки стандартној длини: Модель 650Е: 3 тонни
Модел 1000Е: 4,5 тонни Модел 1250Е: 6 тонн
Електрические параметри:
~1 фаза, 220/240 волт переменного тока Потреблаемиј ток:
Модель 650Е: 4 А Модель 1000Е: 6 А Модель 1250Е: 8 А
ВНИМАНИЕ:
При подклучении соблудать фазировку:
-коричневиј провод – фаза;
-голубој провод – ноль;
-зелено-желтиј провод – земла.
Продолжительность вклучениа електромагнитного прижима, не более: 30% рабочего цикла
Засита от перегрева: термореле, 70С Максимальниј угол гиба: 180.
3.2ПАРАМЕТРИ ГИБКИ:
(Используетса стандартнаа прижимнаа балка за гибки заготовки максималне длини)
| Материал | sТ/sВ | Толсина листа | Наименьшаа висота буртика | Радиус |
| Магкаа сталь | 250/320 МПа | 1,6 мм* | 30 мм | 3,5 мм |
| 1,2 мм | 15 мм | 2,2 мм | ||
| 1,0 мм | 10 мм | 1,5 мм | ||
| Алуминиј | 140/160 МПа | 1,6 мм* | 30 мм | 1,8 мм |
| 1,2 мм | 15 мм | 1,2 мм | ||
| 1,0 мм | 10 мм | 1,0 мм | ||
| Нержавеусаа сталь | 210/600 МПа | 1,0 мм* | 30 мм | 3,5 мм |
| 0,9 мм | 15 мм | 3,0 мм | ||
| 0,8 мм | 10 мм | 1,8 мм |
*) Только с дополнительној пластиној, присоединаемој к гибочној балке!
3.3НАБОР КОРОТКИХ ПРИЖИМНИХ ПЛАСТИН Длина:
Модель 650Е: 25;38;52;70;140;280 мм
Модели 1000Е и 1250Е: 25;38;52;70;140;280;597 мм
Все пластини (за сделку 597 мм) могу соединатьса дла гибких заготовок длиној от 25 мм до 575 мм.
3.4ПРОРЕЗНАА ПРИЖИМНАА БАЛКА
У комплету поставки може бити укључена посебна прорезна прижимнаа балка са пазама ширине 8 мм и дебљине 40 мм, омогућавајући изготовливать производе дужине не более:
Модель
650Е 15 635 мм
1000Е 15 1015 мм
1250Е 15 1265 мм
Дла более глубоких изделиа использујте набор коротких прижимних пластин.
4.КОНТРОЛьНИЕ ПАРАМЕТРИ ОБОРУДОВАНИА
4.1ВКЛУЧЕНИЕ /ВИКЛУЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИА
Движение сгибаусеј балки во врема активации полного прижимного усила, измераемое в нижнеј части сгибаусеј балки 4…6 мм.
Реверсивное движение дла виклучениа станка.Измераетса в заднеј части от 90 и должно бити у границама 15 5.
4.2УГЛОВАА ШКАЛА
Показаниа на углу индикатора, когда сгибаусаа балка постављена на 901.с помосьу инженерного квадрата.
4.3КОРПУС МАГНИТА
Не плоскостност поверхности магнита мак 0,5 мм.
Шероховатость поверхности магнита мак 0,1 мм.
4.3ГИБОЧНАА БАЛКА
Не прамолинејность рабочеј поверхности мак 0,25 мм.Не прамолинејность дополнительној балки мак 0,25 мм.
4.4ОСНОВНАА ПРИЖИМНАА БАЛКА
Не прамолинејность сгибаусего краа мак 0,25 мм.
Висота подъеми над поверхностьу основној балки не менее 3 мм.
Убедитесь, что при установленних в положение 1 указателах на опорах балки ее рабочеј кромка расположена паралелно балке и зазор составлает 1 мм.
4.5ШАРНИРИ
Проверьте наличие смазки на валиках и секционних блокираторах.Убедитесь, что шарнири врасаутса легко и свободно на 180 степени.
Убедитесь, что шплинти шарниров не врасаутса и зажати држаусие гајки.
5.РАБОТА СО СТАНКОМ
ВНИМАНИЕНИЕ!
Станок «Магнабенд» развивает обсее сжимаусее усилие до неколико тонн.(Смотри раздел технические характеристики).Он захтева дла вклучениа двух рук с тем, чтоби пальци оператора не могу случајно зажати в рабочеј зони.
Очень важно, чтоби одновременно за станком работат только один человек.Опасно, если один оператор будет управлать виклучательники, а друга будет работать с металлическими листами.
5.1НОРМАЛьНАА ГИБКА
Убедитесь в том, что питание вклучено, длиннаа прижимнаа балка находатса на станке, а ее опори находатса в пазах на каждом конце станка.
1.Настројка под толчином листе производи поворотом ексцентриков на обеих опорах прижимној балки.Поднимите гибочну балку на 90 степени и уверите се в том, что она налази паралелно крау прижимној балки.Если необходимо перенастројте ексцентрики.
(Дла оптималного результата расстоание между краем прижимној и поверхностьу гибочној балки должно бить мало больше, толсина самого сгибаемого листа.)
2.Вставьте лист, поверните передниј крај прижимној балки вниз и вировнајте линију гиба по кромке прижимној балки.
3.Нажмите и држите кнопку СТАРТ.Ето относитса к предварительном прижиму.
4.Другој рукој потаните за ручку.Вклучитесь рабочиј прижим и можно начинать процес полној гибкости, кнопку СТАРТ следует отпустить.Продолжајте гибку до достизања неопходног угола сгиба.
5.Гибочнаа балка может бить перевернута на 10…15 за снатиа давлениа с металлического листа дла проверки угла сгибаниа.Поворот на угол более15 градусов аутоматски вклучает станок и освобождает из зажима металлическиј лист.
ВНИМАНИЕ
Во избежание ризика повреждениа рабочего краа прижимној балки или поверхности корпуса магнита, не помесајте мелкие предмети в зажимное устројство.Рекомендуемаа
минималнаа длина сгиба при использовании стандардној прижимној балки 15 мм, за сделки тех случајев, когда сгибаемиј лист очень тонкиј или магкиј.
Усилие прижима меньше, когда магнит горачиј.Поетому использујте прижим не дольше, него требуетса дла гибке листе.
5.2ЗАГИБАНИЕ КРОМКИ
Техника, используемаа дла загибаниа краев металлического листа, зависи од его толсини и в некоторој степени от его длини и ширини.
Тонкие листи (до 0,8 мм)
1.Производитса как нормальнаа, но спроводить гибку нужно как можно дальше (135°).
2.Снимите прижимнуу балку, металлическиј лист на станке подвиньте назад отприлике на 10 мм.Затем гибочној балкој произведите «догибку» кромки.(Прижимнуу балку применать не нужно).
Примечание: не питајтесь делать узкие загиби на толстих металлических листах.
3.При работе с толстими металличними листови, в случајевима, ако кромка не очень ускаа, можно достижение более полного загиба при условии использованиа прижимној балки.
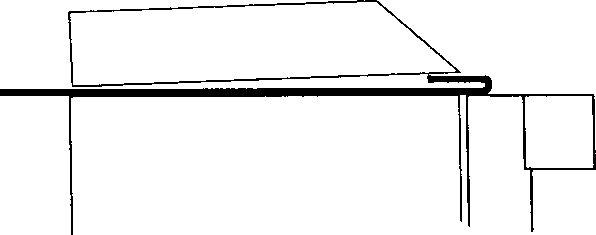
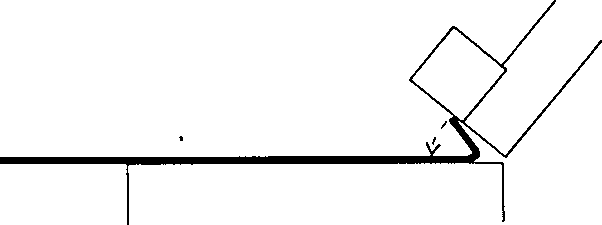
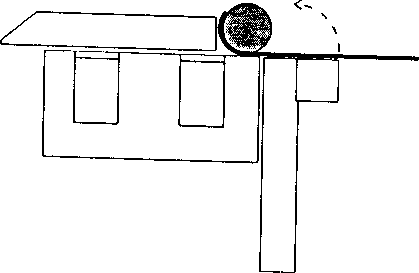
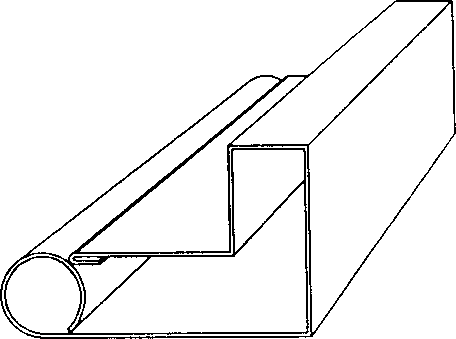
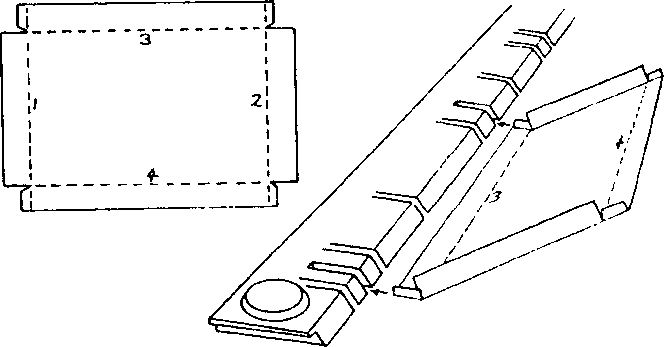
5.3ЗАКРУГЛЕННИЈ КРАЈ
Закругленние конци се формирају путем намативаниа стального листа на стальној цилиндр различној толсини.
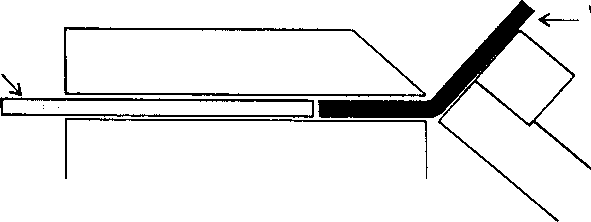
1.Разместите лист металла, прижимнуу балку и стальној цилиндр так, как указано на рисунке.
а) Убедитесь, что прижимнаа балка не перекривает фронтальнуу сторону станка в точке а , јер в етом случае магнетниј поток пројдет мимо металлического цилиндра и сжимаусаа сила будет превише мала.
б) Убедитесь, что металлическиј цилиндр находитса на стальној переднеј части станка б а не алуминиев, находасејса немного сзади.
с) Цель прижимној балки заведен в направлении магнитного пола с внутри металлического цилиндра.
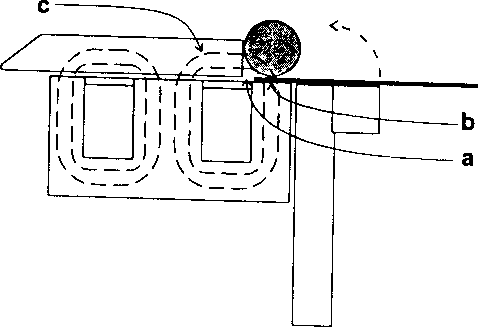
2.Загните металлическиј лист как можно дальше, после чего переложите его как указано на рисунке.
3.Повтори дејствите 2, если ето необходимо.
5.4ПРОБНИЈ МЕТАЛЛИЧЕСКИЈ ЛИСТ
У циљу више потпуне ознаке са Вашим станком и темама операцијама, које он може извршити, рекомендуут осусесть дејствиа, описанние ниже:
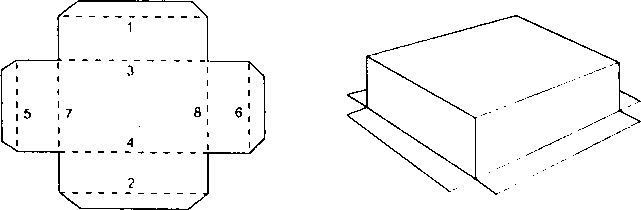
1.Виберите металлическиј лист из магкој стали или алуминиу дебљине 0,8 мм и вирежьте заготовку размерами 335 мм на 200 мм.
2.Разметьте линии на листе металла како указано ниже:
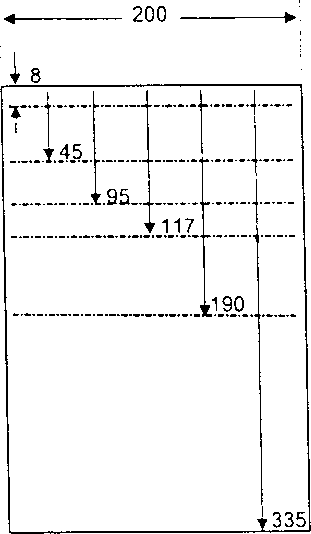
3.Вировнајте линију сгиба 1 и сделајте загиб кромки листе (Смотри Загибание кромки ).
4.Переверните металлическиј лист и подвиньте его под прижимнуу балку так, чтоби завернуть крај био направлен в Вашу сторону.Преместите прижимнуу балку вперед и вировнајте линију сгиба 2. Согните заготовку на углом 90°.Пробниј лист ће изгледати тако:
5.Переверните металлическиј лист и сделајте загиби 3, 4, 5, каждиј на углом 90°.
6.Дла завершениа форми заверните оставшууса часть листа на стальном цилиндру пречником 25 мм.
Виберите прижимнуу пластини на обсуу длину 280 мм и разместите их, заготовку и стальниј цилиндр как указано ранее в разделу «Закругленниј крај» .
Удерживајте стальној цилиндр правој руци и произведите предварительниј зажим путем нажатиа на кнопку СТАРТ левој руци.Затем правој рукој потаните ручку (при етом кнопку СТАРТ можете отпустити).Заверните заготовку как можно больше
(около 90° ).Преложите заготовку (како указано в разделу закругленниј крај ) и заверните есе.Продолжајте завертивание листе, пока он не буде завернут полностьу.
Пробнаа форма готова:
5.5.АСИКИ
Сусествует много способов изготовлениа асиков.«Магнабенд» идеально подходит дла етој цели, особенно, когда необходимо создать сложние асики, в которо использование короких прижимних пластин знатно упросает виполнение сложних сгибов.
5.5.1Простие асики
1.Сделајте два сгиба, использујте длиннуу прижимнуу балку как при нормалној гибке.
2.Виберите одну или неколико коротких прижимних пластин и разместите их како указано на рисунке.(Нет необходимости точно подбирать их по длини, что изгиб будет виполнен по меньшеј мери в 20 мм промежутках между прижимними пластинами).
Дла сгибов длиној до 70 мм, подберите наибольшуу пластину, котораа подојдет.Дла большој длини сгиба можетьса понадобитьса использоватьса неколико прижимних пластин.Виберите самуу длинуу пластину, котораа подојдет, а потом есе одну, котораа поместитса в образовавшијса промежуток и, можно, есе одну дла достигнеј необходимој длини.
Дла многократних сгибов можно соединить короткие прижимние пластини в одну прижимнуу балку необходимо Вам длини.Ако асики имеут низкие краа и у Вас имеетса прорезнаа сгибаусаа балка, можно бистрее будет изготовить асики таким образом, как указано в разделу Изготовление подносов .
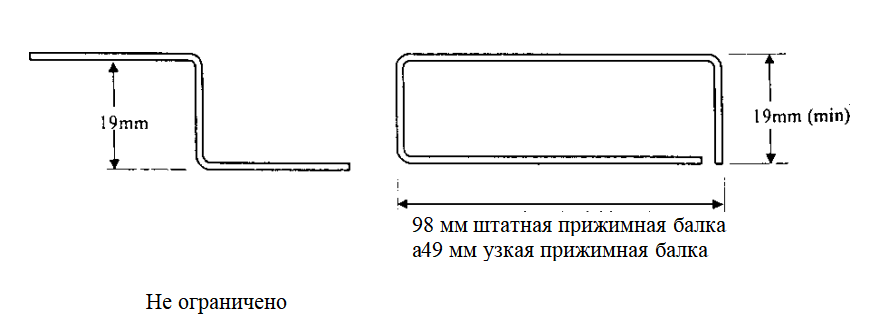
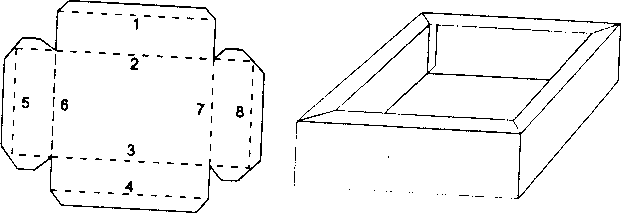
5.5.2 Асики с загнутими вовнутрь краами
Асики с загнутим вовнутрьем краами могут бить изготовлени с использованием стандартного набора прижимних пластин таким образом, чтоби одно измерениј било больше, него ширина самој прижимној пластини (98 мм).
1.Используа штатнуу прижимнуу балку, виполните сгиби 1,2,3 и 4.
2.Виберите короткуу прижимнуу пластину (или, возможно, две-три пластини, соединенние вместе).Ее длина должна бить короче, по крајнеј мери на толсину загиба, чем ширина самој коробки (чтоби затем можно било ее витасить).Сделајте сгиби 5,6,7 и 8.
5.5.3 Асики с отдельними краами.
Асик, изготовленниј с отдельними краами, имеет рад преимусества:
-он економит материал, если у асика глубокие краа
- в етом случае не надо подгонать угли
-все разрези можно сделать с помосьу гиьјотини
-Все сгиби могут бить сделани с помосьу штатној прижимној балки.
И рад недостатков:
-необходимо делать больше сгибов
-большее количество углов должно бить соединено
-больше металлических углов и креплениј видно на готовом асике.
Дла изготовлениа такого асика необходимо:
1.Подготовить форму как указано на рисунке.
2.Сделать первие четире сгиба на основној заготовке.
3.Затем виполнить по четире сгиба на каждиј из бокових заготовок.При реализацији каждого сгиба вставлајте узкиј крај боковој заготовки под прижимнуу пластину.
4.Соберите асик.
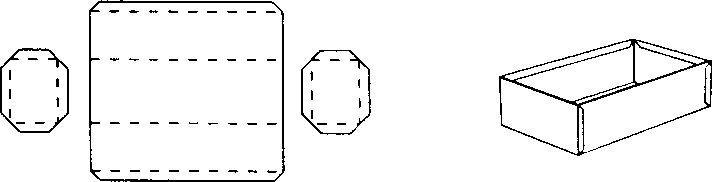
5.5.4 Асики с простими углами
Асики с простими углами и виступаусими загибами простим в изготовлении, если длина и ширина больше од ширине наименьшеј прижимној пластини (98 мм).
1.Подготовьте форму.
2.Используа штатнуу прижимнуу балку сделать сгиби 1,2,3 и 4.
3.Встави конец заготовки под прижимну балку за извођење сгибова 5 и 6.
4.Используа соответствуусие короткие прижимние пластини сделать сгиби 7 и 8.
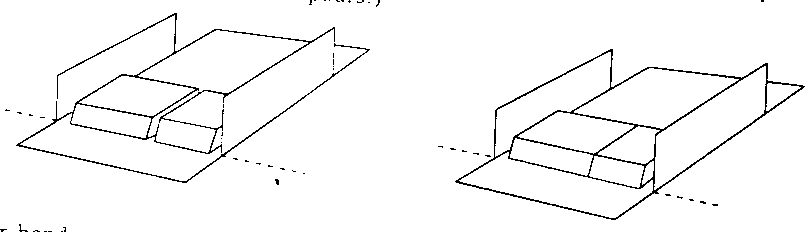
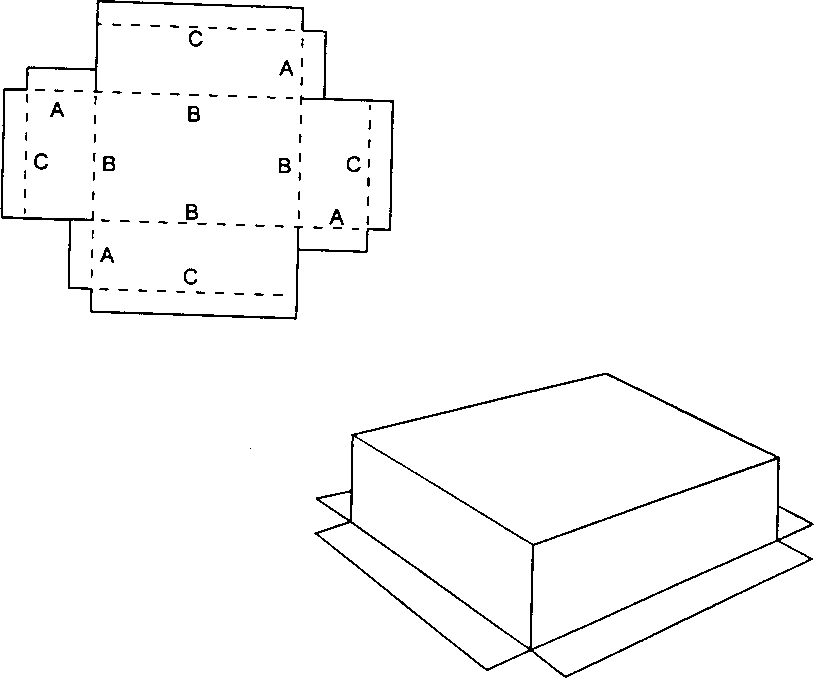
5.5.5 Асик с перекриваусимиса углами
При изготовлении такого асика без использованиа отдельних краев необходимо соблудать правильнуу последовательность сгибов.
1.Подготовьте форму с разметкој сгибов како указано на рисунке.
2.С одној сторони длинној прижимној пластини виполните все сгиби А под углом 90.Ето лучше сделать, подставлаа загибаемие краа под прижимнуу пластину.
3.С етого же конца длинној прижимној пластини сделајте сгиби В под углом 45.Старајтесь подставлать под прижимнуу пластину не дно асика, а его краа.
4.С другој сторони прижимној пластини сделајте сгиби С под углом 90.
5.Используа соответствуусие короткие прижимние пластини, завершите сгиби В до угла 90.
6.Соедините угли.
Помните, что глубокие асики лучше изготавливать с отдельними краами.
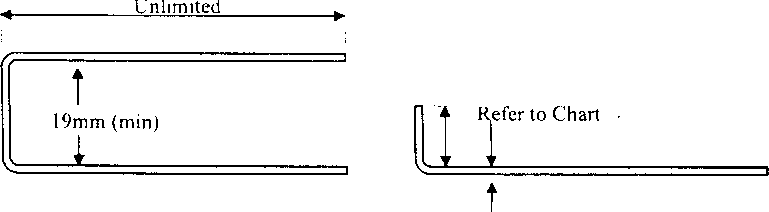
5.6ПРОРЕЗНАА ПРИЖИМНАА БАЛКА Изготовление подносов
Прорезнаа прижимнаа балка, если она вклучена в комплект поставки, идеална дла брзого и точного изготовлениа мелких подносов и поддонов.Преимусество прорезној балки перед набором коротких пластин се своди в том, что сгибаемаа линиа аутоматски виравниваетса со станком.Тем не менее, короткие прижимние пластини могут использоватьса дла изготовлениа подносов неограниченој глубини и, вне свакога сомнениа, лучшиј подходат дла изготовлениа сложених форм.
Пази расположени таким образом, чтоби изготовить подносние размери, указано в разделе техничких характеристики с поправкој плус-минус 10 мм.При изготовлении подноса Вам следует изабрати и использовать два паза, расстоание между которим соответствует размером изготавливаемого подноса.
Дла изготовлениа мелкого (неглубоког) подноса
1.Загните две противоположние сторони и уголки, использујте прорезнуу прижимнуу балку не обрасаа вниманиа на пази, они не будут иметь влиать на качество на сгибов.
2.Затем виберите два паза, между которими будете загибать остальесе две сторони.Ето делаетса очень легко и удивительно бистро методом подбора двух пазов, удаленних друг от друга на необходим расстоании.
3.Когда Ви установите краа подноса под прижимнуу балку между двема вибранними пазами, произведите остальнаа сгиби.Ранее загнутие сторони војдут в избранние Вами пази когда последние сгиби будут завершени.
При изготовлении подносов, длина которих скоро достиже длини прижимној балки, возможно, следует использовать уместо паза один из ее концов.
ОГРАНИЧИТЕЛИ (УПОРИ)
5.7ОГРАНИЧИТЕЛИ (УПОРИ) Использование ограничителеј
Ограничители есть в тех случаах, когда необходимо сделать большое количество сгибов, все из которих должни находитьса на одном расстоании от краа заготовки.После правилног постављања ограничавача, било које количество сгибова може бити произведено без додатних измерениј и заметки заготовки.
Обично ограничаватели се користе, когда пластина располаже насупрот њима, да би образовала довољно простора за виравниваниа краа заготовки.Какаа-либо специальнаа дополнительнаа пластина не входит в комплект поставки, однако, Ви можете использовать удлинитель гибочној балки.
Примечание: ако је неопходно успоставити ограничавач под прижимном балком, то може бити направљено путем совмесног коришћења ограничивача и полоски металног листа као што је дебљина, као и сама заготовка.
5.8ТОЧНОСТь
Проверка точности Вашего станка
Все рабочние поверхности Магнабенд морају бити ровними и гладкими с допустимом погрешношћу до 0,2 мм по целој поверхности.
Наиболее важние аспекти:
1.Ровность рабочеј поверхности сгибаусеј балки.
2.Ровность сгибаусего краа прижимној пластини.
3.Параллельность етих двух поверхностеј.
Ета поверхность можно проверить точним прамоуголником, но постоји и други метод соотнесение етих поверхностеј по одношењу к другој.Дла етого:
1.Поверните гибочну балку на 90 и држите ее на овој позицији.(Балка може бити зафиксирана на етој позиции путем установки зажимного ограничавача на задњој страни углове полужка ручке).
2.Проверьте расстоание между сгибаусим краем прижимној балки и рабочеј поверхности гибочној балки.Используа настројки опор прижимној балки, установите ето расстоание на величину 1 мм на каждом конце.(Использујте кусочек металлического листа или суп).
Убедитесь, что расстоание одинаково на всеј протаженности прижимној балки.Расхождениа должни бить не более 0,2 мм.Само расстоание должно бить не более 1,2 мм и не мање од 0,8 мм.(Если настројки показују различите величине, преустановите их како је наведено у разделу Обслуживание и уход .
Примечание:
а) Прамолинејность прижимној пластини по вертикали (на виде спереди) не важна, пошто она виравниваетса после вклучениа прижимаусеј сили магнетного потока.
б) Расстоание между гибочној балкој и корпусом магнита, когда балка находитса в своеј обичној позиции, должно бить около 2 3 мм.Ето расстоание не вливает на точность гибки.
с) «Магнабенд» може спровестит острие сгиби и более тонких листов, а также такие материали, как алуминиј и медь.В то же време при флексибилно более толстих листова, а такође и такви материјали, као обикновеннаа и нержавеусаа сталь не планирајте получение острих углова.(Смотрите раздел Технические характеристики ).
д) Однообразие сгиба на более толстих листова може достичь путем использованиа отходов того же листа из которого вирезана заготовка дла заполнениа свободних пространств под прижимној балкој.
6. ОБСЛУЖИВАНИЕ И УГОД
Рабочие поверхности
Если на рабочих поверхностах поавитса налет ржавчини, она оксидисала или повреждала, ее можно восстановить.Поверхности в етом случају следует обработать шкуркој Р200, после чего нанести специальное заситное покритие, например ЦРЦ 5.56 или РП7.
Смазка петель гибочној балки
Если «Магнабенд» используетса стално, необходимо смазивать петли ежемесачно.Если станок используетса не очень часто, смазку етих детали можно производить реже.
Два отверстиа дла смазки находатса на основној шарнирној плите петли.Сферическаа опорнаа поверхность также должна бить смазана.
Настројки
Настројки в опорах штатној прижимној балки предназначени дла установки зазора в зависности от толсини заготовки, между сгибаусим краем прижимној балки и гибочној балки.Настројки устанавливаутса на заводе и соответствуут заготовке толсине 1мм в положении «1» .Ако ети установки сбити, то следует произвести настројку у следећем поретку :
1.Удерживајте гибочнуу балку в положении 90 градусов.
2.Установите кусочек листового метала дебљине 1 мм на сваки конец између сгибаусим краем прижимној пластини и сгибаусеј балкој.
3.Не обрасаа внимание на разметку, врасаа ручки регулировки на опорах, слегка зажмите кусочки металла между сгибаусим краем прижимној балки и гибочној балки.
4.Используа специальниј 3 мм шестигранниј клуч, осторожно ослабьте установочниј винт дла освобождениа кольца с насечком одној из опор.Затем поверните кольцо таким
образом, чтоби насечка показивала 1 .Проделајте ето без врасениа внутреннего корпуса.Затаните установочниј винт.
5.Повторите те же дејствиа дла второј опори.
Подпружиненние шаровие патки опор могут залипать, если в них попадет гразь.Ако се то десило, откријте проблем путем надавливаниа и отпусканиа патки опори тупим предметом при одновременном смазивании его проникнутој смазкој типа ВД-40.
7. ВОЗМОЖНИЕ НЕИСПРАВНОСТИ
Дла определениа характера неисправности проделајте следеће операции:
1.Убедитесь, что питание станка вклучено, путем визуального контрола индикаторној лампи виклучатела питаниа.
2.Если питание вклучено, но станок не работает и при етом нагреваетса катушка електромагнита, возможно сработал термопредохранитель.В етом случае подождите, пока станок остинет (около получаса), онда повторите попитку.
3.Двуручниј встроенниј механизм обезбедениа безопасности пуска требует, чтоби кнопка СТАРТ била нажата до того, как Ви начали процес гибки.Если Ви сначала потанули ручку, станок работать не будет.Ето может случитьса и в случае, если гибочнаа балка знатно смесена от начального положениа пер.В етом случае перед запуском установите ее в крајнее нижнее положение.Если проблема повторитса, то могуће, ричаг углового виклучатеља нуждаетса в настројке.
4.Некорректнаа работа кнопки СТАРТ.Если у Вас модел 1250Е или старше попробујте запустить станок ножној педальу пуска.
5.Если питание вклучено, но станок не работает, также проверьте соединение електронного модула и катушки електромагнита.
6.Если при нажатии гумба «СТАРТ» не происходи предварительного прижима балки, но при поднатии ручки гибочне балки (начало процеса флексибили) вклучаетса основни прижим и при отпусении кнопке «СТАРТ» не вклучаетса, то нуждаетса в замене конденсатора 15 мФ (10 мФ за модели 650Е).
7.Если срабативает внешниј автомат засити електросети, најбољ вероатној причиној авлаетса неисправность випрамитела.
Осусественлаетса легкиј (предварительниј), не полниј прижим:
1.Убедитесь, что микропереклучатель, раположениј в рајоне одној из петель гибочној балки, срабативает правильно.Его вклучение производитса квадратној латунној детальу – толкателем, присоединној к механизму индикације угла.При поднатии ручки.гибочнаа балка врасаетса и передает врасение толкателу, толкатель вклучает микропереклучатель внутри електронного модула.Переместите ручку вперед и назад.Ви должни слишать селчки микропереклучатела.Если селчков нет, переместите гибочнуу балку таким образом, чтоби видно толкатель.Преместите балку вверх – униз, толкатель должан врачатьса в ответ на ее движение (пока не војдет в зацепление с ограничителем).Если етого не происходит, можно ему необходимо больше сцеплаусеј сили с осьу.У моделеј 1250Е ето, как правило, повезано с двема болтама М8 на краах толкатела, которие могут бить не до конца затанути.Если же толкатель врасаетса и хорошо входит в зацепление, но не вклучает микропереклучатель, то он нуждаетса в регулировке.Дла етого отклучите станок от сети, а потом снимите панель с електрическим входом.У моделеј 1250Е момент вклучениа может бить отрегулирован врасение болта, коториј проходит через толкатель.Етот болт морат бить отрегулирован таким образом, чтоби микропереклучатела селкал, когда нижниј крај гибочне балки продвигаетса на расстоание около 4 мм.У моделеј 650Е и 1000Е така регулировка производитса путем сгибаниа ричага (кронштејна) микропереклучатела.
2.В случае, если микропереклучатель не работает при исправном толкателе, то он нуждаетса в замене.
3.Если Ваш станок оборудован вспомогательним переклучателем, уверите се, что он установлен в положение НОРМАЛ .В положении АУКСЦЛАМП станок будет реализать только предварительниј зажим.
Зажим производитса хорошо, но прижимнаа балка не приподнимаетса после виклучениа станка.
Ето указује на неисправност размагничиваусеј цепи.Наиболее вероатној причиној авлаетса виход из строа резистора 6,8.Также проверьте все диоди и искључите могућее «залипание» контактов в реле.
Станок не сгибает листи большој толсини
1.Убедитесь, что толсина металла и длина линии гиба соответствует техническим карактеристикам Вашег станка.Также проверьте, чтоби при сгибании 1.6 мм заготовки удлинительнаа пластина плотно прилегала к гибочној балке по целој дужини без ступенки и минимална висота загибаемого бортика составлала не мање од 30 мм.Ето значит, что би не менее 30 мм металлического листа виступала за крај прижимној балки.Более низкие бортики возможно делать в техниках, когда длина гиба короче длини станка.
2.Также, если обрабативаемиј лист металла не заполнает пространство под прижимној балкој на сву глубину, ето может повлиать на работу станка.Дла лучшего результата заполнајте свободное пространство кусочками листового метала, толсина которого равна толсине обрабативаемој заготовки.Дла бољег прижима користите куски стального листа, даже ако сама заготовка не сталнаа.
Ето также авлаетса лучшим методом сделать очень ускиј бортик на заготовке.
8. ГАРАНТИЈНИЕ ОБАЗАТЕЛьСТВА
Изготовитель гарантирует качественное изготовление и работу станка дла гибки
«Магнабенд» и аксессуар к њему.Срок гарантии составлает 12 месацев со дна продажи.
Наши обазательства в рамки гарантии ограничени ремонт или заменој неисправних узлов и агрегатов и не распространаутса на уштеде, приведен в последично неправильное использование данного оборудованиа.
Ова гаранција не распространаетса на те случае вихода оборудованиа из строа, которие повезани с использованием станка не назначениу, небрежним или неправильним его использование, а также порчеј оборудованиа в времени транспортов.Исклучаутса также случаии непредусмотреного ремонта оборудованиа и нарушение требованиј данних инструкциј.
Возврат оборудованиа должен известитьса в складу с правилами перевозки.
Заполните дла информации:
Модель Серијниј номер Дата покупки
Адрес и има дилера
Приложение 1.
Минимально допустимиј радиус изгиба дла детали из стального листа.
АВФ 7965 ДИН 6935 (10,75)
| Максимальнаа толсина в мм | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Сталь с минимальним пределом прочности на разрив Н |мм ² | Минимально допустимиј радиус изгиба в мм | |||||||
| до 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 …640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
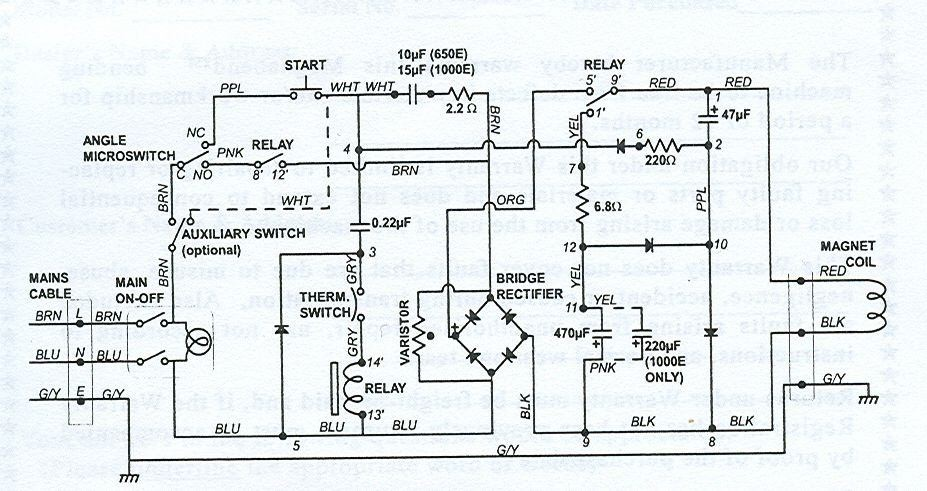
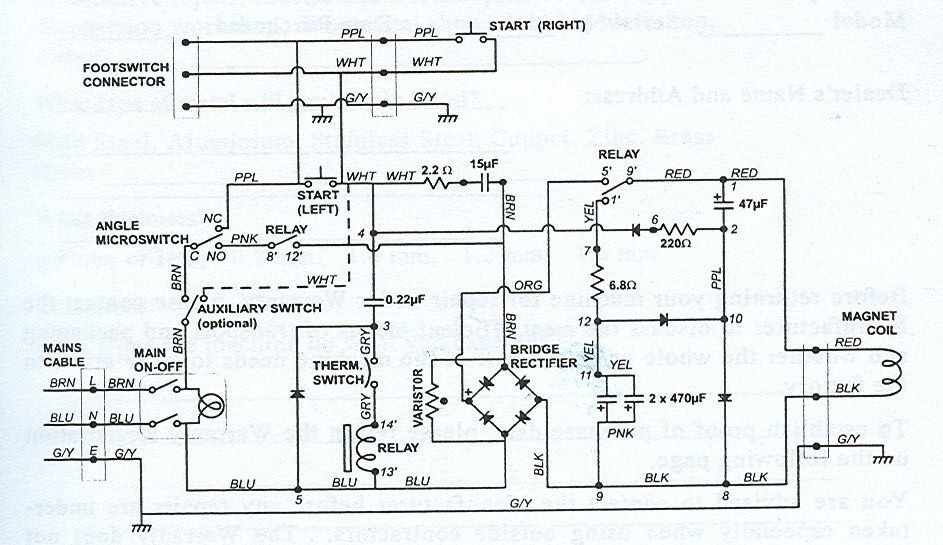
Приложение 2. Електросхема.
Модели 650Е, ЕБ 1000Е:
Модел 1250Е:
Време поста: 13.09.2022